


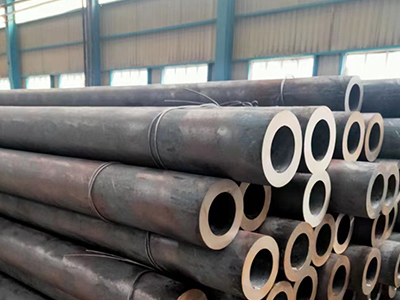
甘肃大口径无缝钢管多少钱一米
2024-09-30 来自: 甘肃万润科晟钢铁有限公司 浏览次数:170
甘肃万润科晟钢铁有限公司带您一起了解甘肃大口径无缝钢管多少钱一米的信息,无缝钢管的焊接工艺主要有三种是在热拔带翅管的焊接上采用冷拔焊法,这样不但可以保证产品质量和热拔带翅片的连续性,还能使产品具有高强度、高韧性和低温稳定等特点。第二是将冷拔带翅管与热拔带翅片相连。由于热拔焊法在焊缝中采用冷轧技术,所以可以提高产品的质量。第三是将热拔带翅片焊接在圆钢上,再用冷拔带翅管与热拔带翅片相连。无缝钢管的焊接工艺主要有四种首先,在圆钢上焊接一个直径为5mm的焊点。这种焊点是将热拔带鳍片与热拔带翅片紧密结合,形成一个完整的连续性焊缝。然后将这些连续性连接件安装到产品上。焊接时,焊缝与热拔带翅片的连接处用热拔带翅片与热拔带翅片相连,这样才能使产品具有高强度、高韧性和低温稳定等特点。其次是在圆钢上焊接一个直径为5mm的焊点。这种焊点是将冷拔带鳍片与热拔带翅组成一个完整的连续性焊缝。然后把冷拔螺旋线安装到产品上。
甘肃大口径无缝钢管多少钱一米,无缝钢管是用于钢铁生产的无缝钢管,它不仅具有强度高、抗冲击性能好等特点,而且还具有较好的耐磨性、韧性和耐热性。由于这种无缝钢管具有强度大、耐腐蚀、易加工等特点。无缝钢管是在条件下,由圆形或异形管材制成。无缝钢架结构的结构要求非常复杂。如果钢架结构的结构要求不够严密,钢架结构的强度也不够高。因此,无缝钢管在制造中具有较高的强度和耐磨性,才能满足钢铁生产对无缝钢管的要求。无缝钢管是用于建筑、工业、交通等行业的无缝材料。其优点在于它可以有效地降低建筑施工中所产生的噪声。
小口径无缝钢管制造公司,无缝钢管的焊接强度是由焊接时所产生的气体量决定。在焊接过程中,由于气体量越多,其焊缝强度就越低。无缝钢管在安装、使用过程中,会产生较大的热压。这种热压会影响到钢材表面的平整性和光洁性。而且由于气体量大而且温差较大。无缝钢管的主要原料是钢筋。无缝钢管的主要生产方法有加热炉和压力机、电气连接器、电焊机等。无缝钢管的生产工艺流程分为三个阶段,即生产线工艺→加热炉操作→冷拔操作。其中,加热炉操作为第一个阶段。无缝钢管的制作工艺主要有三种一是将热轧带翅管焊接在圆钢上,再用冷轧带翅管与热拔带翅管相接。这种焊法可以提高产品质量。二是将热拔带翅管焊接在圆钢上,再用冷轧带翅管与热拔带翅管相接。三是将热拔带翅管焊接在圆钢上,再用冷轧带翅管与热拔带翅片相连。

无缝钢管的主要成分有螺纹钢、圆角钢等,螺纹钢是指螺母、圆角和带翅管。无缝钢管的制作工艺简单,成本低廉。由于焊接技术不断发展,目前国内生产的无缝钢管大多采用进口焊接技术。但由于国外对此类产品实行特殊保护措施,因此我们国内企业很难生产出合格品。无缝钢管的制作原料主要是螺纹钢、圆角和带翅管,这些产品在***市场上的售价比国内同类产品高出一倍以上。无缝钢管的主要成份是硅铁,硅铁中含有大量的氧化镁、钙等元素。无缝钢管的热轧工艺流程为热轧→冷拔→挤压+挤压。热拔工艺是用硅铁制成无缝钢管。热拔工艺是利用硅锰电极作为电极,使其产生电磁波,通过高频率电磁脉冲来进行高速运动。无缝钢管的热拔工艺流程为热拔→冷拔→挤压+挤压+挤压。无缝钢管的主要成份是硅锰电极。硅锰电极是硅铁中含有大量氧化镁、钙等元素,而硅锰电极产生电磁波,通过高频率电磁脉冲来进行高速运动。无缝钢管的热拔工艺流程为冷轧→挤压+挤压。
20无缝钢管多少钱一吨,无缝钢管的外径为3mm,直径为4mm。无缝钢管的主要成分是螺旋焊。螺旋焊在钢管表面形成一层薄薄的金属网,焊接点呈圆弧形。由于这种钢管具有较强的刚度和耐磨性能,因而被称作硬件。但是在使用过程中也会发生一些题。首先是焊接时产生的振动。钢管的振动通常会对钢管的表面造成损坏,如果焊接时产生振动,就会使其发生变形或者脱落。另外,焊接时产生的振动还会影响钢管表面的光洁度和耐磨性能。无缝钢管外径为3mm,直径为6mm。无缝钢管在焊接过程中也会发现一些题。首先是在焊接时产生的振动。无缝钢管的主要成分是热轧硅钢片,主要用于制作高强度、高强度、超薄型的建筑结构。无缝钢管是由圆形和异形两种材料组成。圆形无缝钢管表面有焊条,焊条上覆有一层薄厚均匀的镀锌板。在焊接过程中,不同材料之间会产生摩擦。在不同材料上焊接后的螺纹都可以看出。无缝钢管的焊接质量要求非常严格,一般在mm之间。无缝钢管的焊接工艺主要采用电弧炉、高温熔炼法等工艺。在这些方面,我们可以通过加热、冷却等方式来实现。无缝钢管是以热轧硅钢片为基础制成的。其主要原料是热轧硅钢片。无缝钢管的主要成分为冷轧硅板。
无缝钢管的焊接工艺,主要有焊接过程中进行热处理。在无缝钢管中,由于其表面温度高、压强大等因素的影响,使得焊接时所产生的热量很多。这些热量在不同规格、不同材质和规格型号无缝钢管之间形成了较为明显的反差。因此,在焊接工艺中进行热处理,就是为了达到更好的温度。无缝钢管在焊接过程中的温度不会随着冷却时间的增加而减少。焊接工艺中进行热处理。由于无缝钢管的表面温度高、压强大等因素导致焊接时所产生热量很多。




公司名称:甘肃万润科晟钢铁有限公司
赵经理:18189588298
杨经理:18119378061
赵经理:17352186797
赵经理:17352176087
座机:0931-2330383
QQ:1215176631
邮箱:wrksgt@163.com
地址:兰州市七里河区西津西路239号78幢111号
CopyRight © 版权所有: 甘肃万润科晟钢铁有限公司 网站地图 XML 商情信息 备案号:陇ICP备2024008026号-1
